
Introduction
One of our power generation clients was approaching a scheduled outage. They anticipated problems with one of the steam turbine IP intercept parallel slide valves. With the outage only scheduled to last 4 weeks they needed a fast turnaround to ensure there were no further losses in production due to the repair time for the valve internals. The valve was dismantled and the suspected damage confirmed.
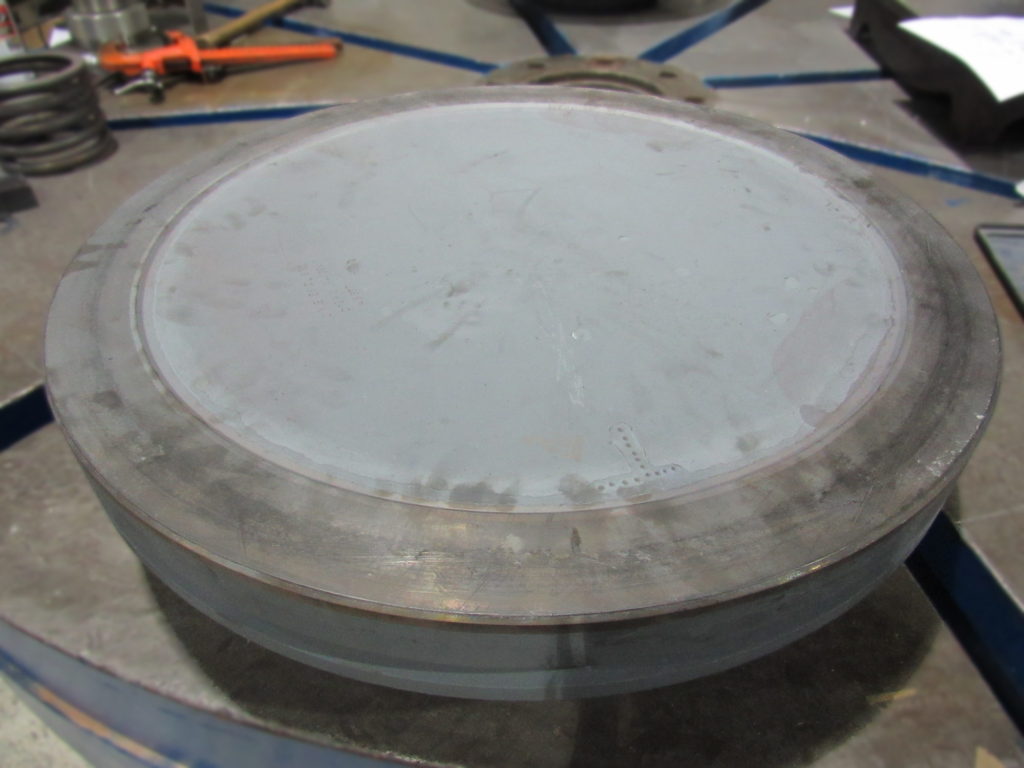
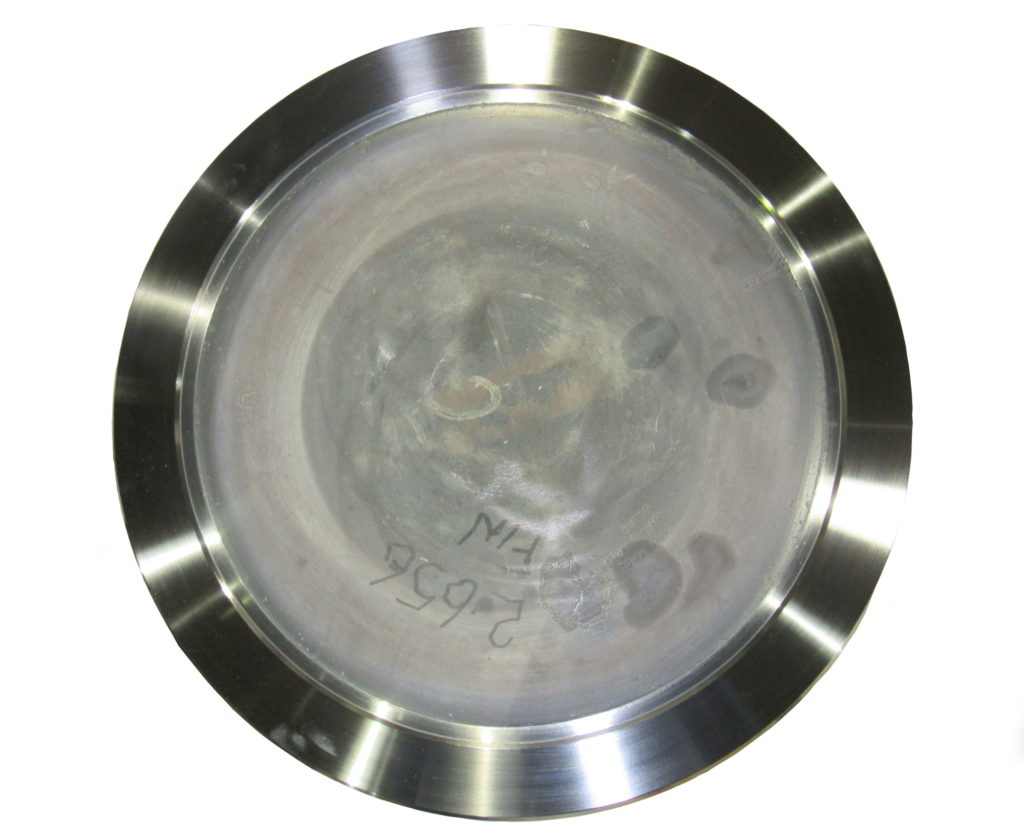
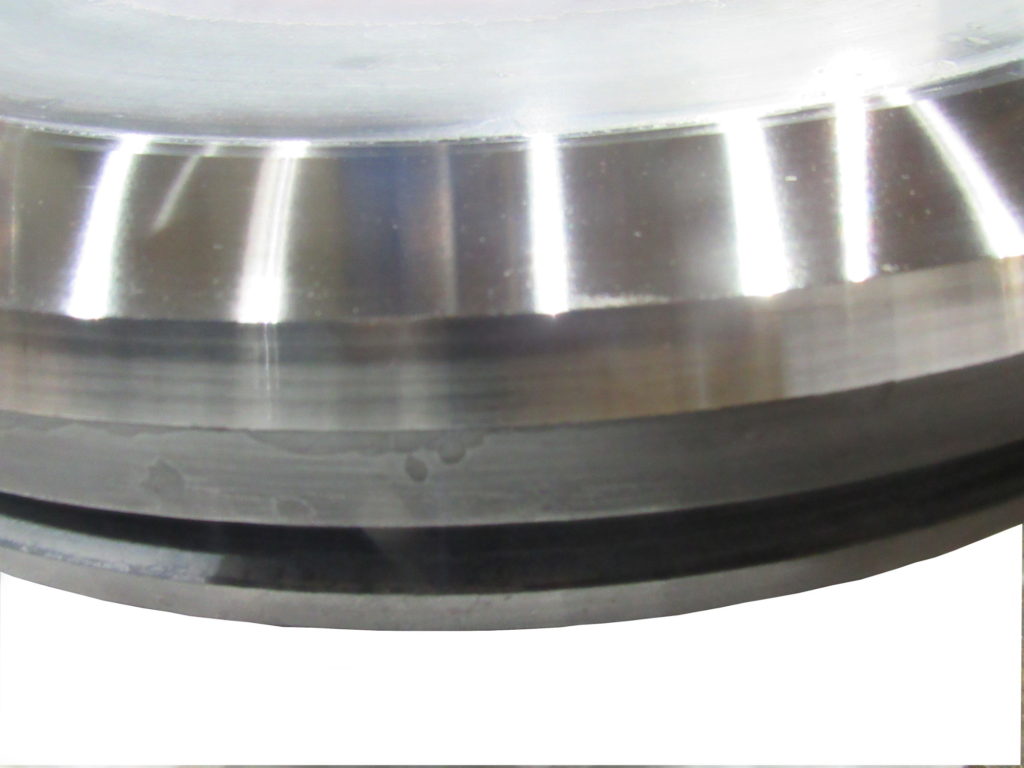
The damaged components were shipped to us for a ReManufacture+ service as the disc faces had been previously repaired with Stellite and required a material upgrade.
In addition, the spindle, a Monel material grade Nitronic 50, was damaged along its length and following inspection by us, was found to have a through weld crack at its attachment to the belt eye.
The valve bonnet also required work as the bore below the stuffing box had significant scoring from the backseat to the stuffing box.
We had a very short period of time to complete the required work.


Spiral Weld solution & process
Our client had agreed to our ‘ReManufacture+’ service. This involved incorporating engineering improvements to overcome the problems found and delivering the components fit for service with significantly increased service life.
The process:
- Following strip-down, a full inspection of each component to determine all dimensions and materials with CAD drawings produced for initial condition.
- A full ‘Technical Review’ to determine work-scope and design changes required with weld procedures including those for the cracked spindle to belt eye weld involving significantly dissimilar materials.
- Design improvements included upgrading the disc faces to an advanced cobalt alloy. Cladding the valve bonnet bore and backseat with advanced cobalt alloy.
- CAD drawings produced for in process machining requirements.
- Method statements produced for all stages of the process.
- Quality plan produced including NDT requirements at various stages.
- Specified work carried out to Production and Quality plans and specified dimensions, tolerances and surface finish requirements.
- The components were re-assembled ready for delivery and finally inspected.
- Component delivered back to site by our transport.

Outcome
SpiralWeld managed to meet the deadline for return of the component back to site. Many hours of overtime working, including bank holiday weekends, to get the job done. But as shown on many occasions, SpiralWeld has the team available to meet the needs of our clients, true to our moto: ‘Mission Critical ReManufacture’.


For further information about this case study, or for anything else, please do not hesitate to contact us.