Introduction
Large oil tankers commonly receive crude oil and refined products via stationary, floating, platforms called Single Point Mooring (SPM) buoys. These buoys are anchored to the seabed by catenary chain legs which are secured to heavy anchors or piles. The buoy rotates on a ‘slewing bearing’ to facilitate ‘weathervaning’ of the tankers during loading. Tankers are secured to the buoy via elastic mooring hawsers, which run through bushes mounted into the mooring bridle affixed to the buoy.
The Challenge
The material of the mooring lug bush must be hard and durable to withstand abrasion due to the constant back and forth movement of the hawser through the bush, typically a Cr-Mo carbon steel, quench and tempered to achieve the require characteristics. The bush is welded into the mooring bridle assembly made from low grade steel, (a bridle assembly made of the same, hard material would be prohibitively expensive). A Cr-Mo bush cannot be welded directly into the bridle assembly due to the difference in composition and lack of compatibility between bush and bridle materials. This would lead to cracking at the weld interface especially as a post weld heat treatment and quench & temper process could not be performed on the entire bridle after welding.
Solving the Problem
SpiralWeld™ was approached by a leading supplier of SPM buoys to the oil and gas industry with the requirement to provide a set of dual material mooring lug bushes. SpiralWeld has a wealth of experience with welding dissimilar materials on a variety of components, as well as specific experience with mooring lug bushes for SPM buoy application.
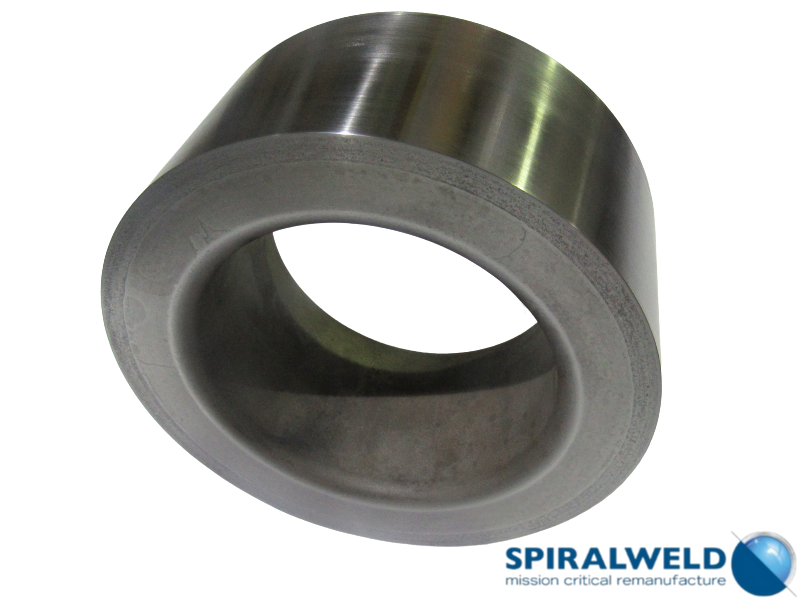
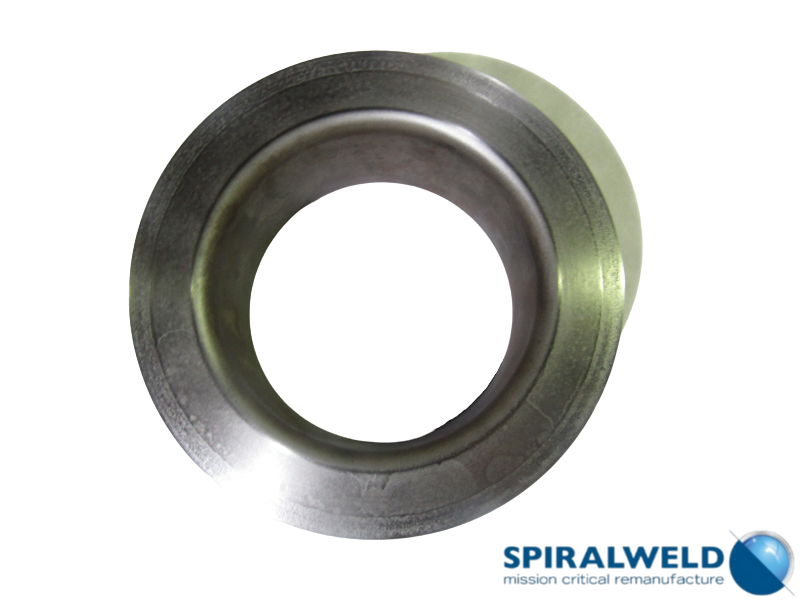
These components were required to be supplied with:
- Cr-Mo carbon steel base with required hardness, achieved through quench & tempering process
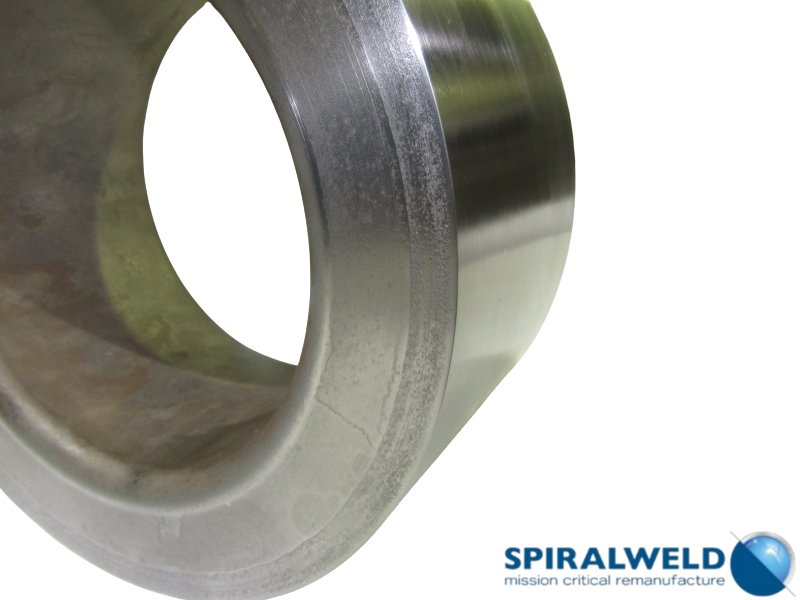
- Weldable material on the outer diameter ‘buffer layer’ to a prescribed thickness
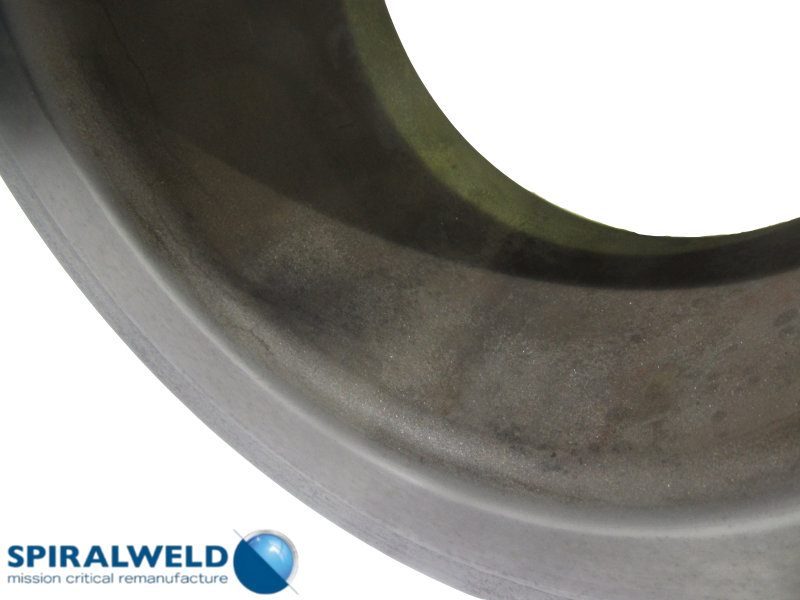
- Machined to required dimensions including curvature of internal diameter
As with all welds the process parameters had to be closely controlled and monitored, to guarantee weld integrity. The most critical weld was the first layer at the parent/buffer boundary as this had the highest risk of delamination if the weld was not correctly applied. The buffer layer was built up with multiple weld passes followed by an inter-pass machining operation, to ensure weld flatness was maintained throughout, until the requisite thickness was achieved. Once all welding was performed, the integrity of the weld, particularly at the buffer/parent boundary, was inspected using ultrasonic testing techniques. Post weld heat treatment and quench and temper process was performed prior to final machining.
A Successful Outcome
The most recent set of mooring lugs, provided by SpiralWeld, were completed with 100% yield with respect to the parent/buffer boundary, as no indications were observed under UT inspection. In total, over 75kg of buffer material was applied to the 10 off parts, with considerable weld time required to lay down this amount material. The validation of the weld integrity under ultrasonic inspection is corroboration of the weld quality and the level control that was maintained during the process.
Once the components were completed the entire project was successfully audited by the international accredited registrar and classification society, Det Norske Veritas (DNV). We were able to provide our customer the required marine quality verification prior to dispatch.
If you need further information on our services, please do not hesitate to contact us.

SPM Image, used unchanged.
© Towel401 / Wikimedia Commons / CC-BY-SA-4.0