



The challenge
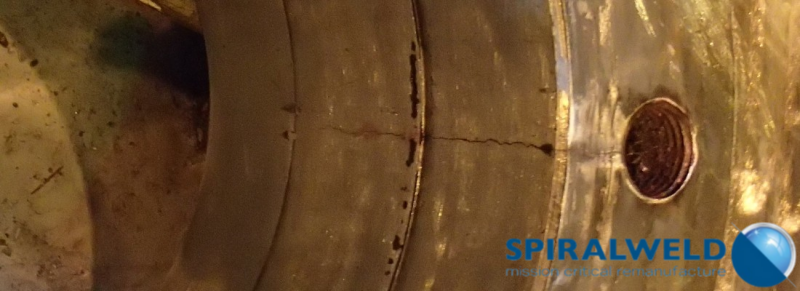
We received an urgent phone call from a client who reported a significant through bore crack in a Wier EF200 start/standby boiler feed pump discharge end casing.
They had assessed depth of the crack by ultrasonic inspection. It was significant, in excess of 10mm, and could be seen to have propagated to or from a threaded hole in the casing.
The damage was preventing the rebuild of the pump which in turn was creating a risk of loss of production costs which could easily amount to hundreds of thousands of pounds.
Our challenge was to come up with a time and cost effective ReManufacture solution. Following a site visit to observe the damage and discuss solution options with the customer the casing was despatched to our works.
Solving the problem
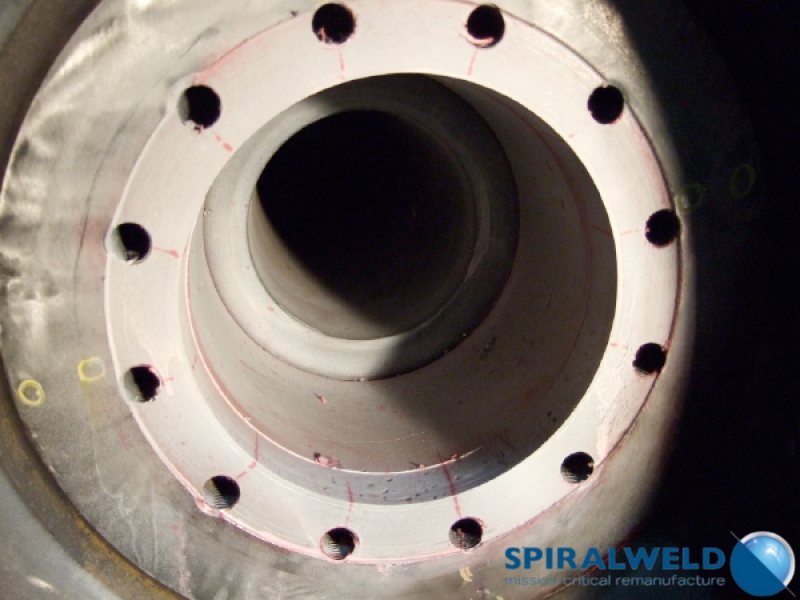
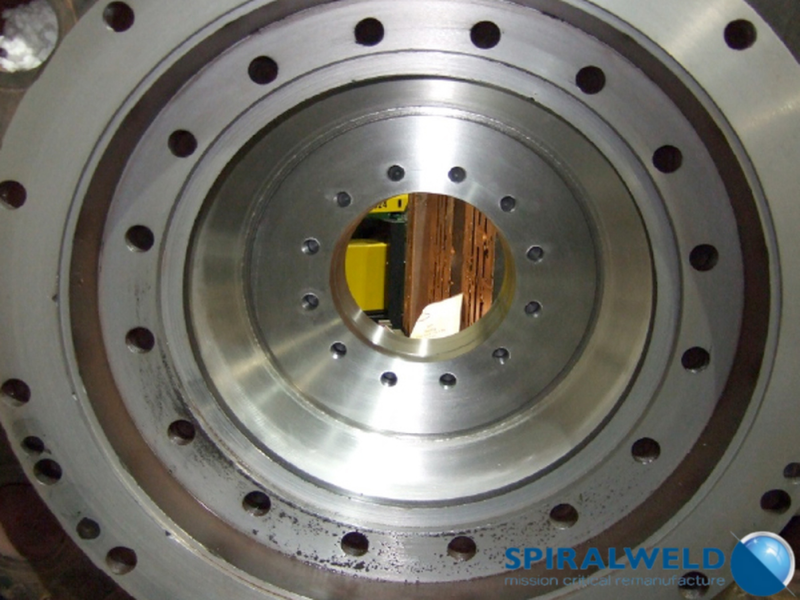
In order to determine the full extent of the crack and determine the root cause, the crack was excavated and the 316 grade stainless steel cladding that had been applied to the bore flange area removed.
The excavation showed that the crack had propagated much further than the initial ultrasonic assessment had indicated and was such that it could threaten the integrity of the pressure boundary.
Should a pressure boundary breach occur, the integrity of the casing could be compromised, leading to a serious pump failure. This would cause very costly damage to the pump assembly with consequent long outage time and great risk of substantial loss of production costs as this pump is used both to start the generator and maintain service if the main feed pump is out of service.
It was also revealed that the crack, which could be seen before removal of the grade 316 cladding, was not unique and that every threaded hole in the bore flange ring had a crack which had propagated through the ligament to the bore. None of these had progressed through the cladding and were therefore hidden.
To ensure that the full extent of any defects masked by the 316 cladding was defined, all other cladding in the leak off chamber area was removed to expose the parent material for NDT examination.
With the full extent of the damage defined, we were able to design the optimum solution. It was clear that some engineering improvements should be included so the solution offered was our ReManufacture Plus service, including:
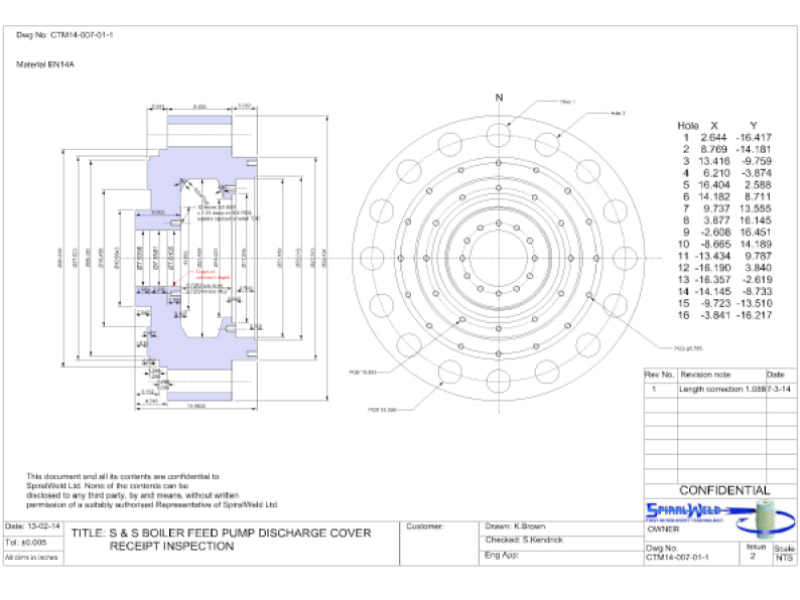
- Assess casing material with XRF analyser and casing geometry with Faro arm.
- Create fully detailed CAD drawing.
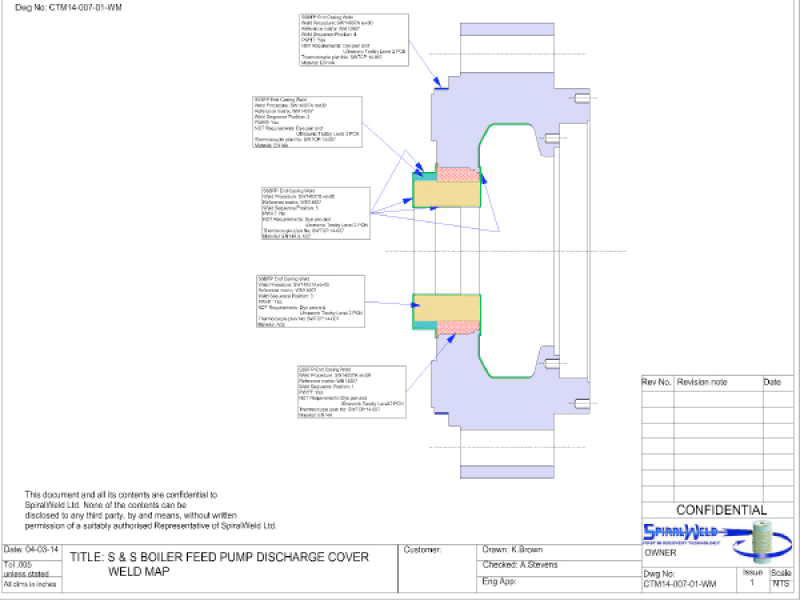
- Design weld procedure for suitable replacement material and distortion control.
- Machine material from bore to remove all existing cracking and affected threaded holes.
The final depth of the through bore crack proved to be 82.5mm so the bore size was increased from the original 190mm to 356mm prior to commencing the welding.
- Replace all removed parent material with an improved material overlay with highly refined microstructure.
- Control of distortion.
- Re-instate all original casing features.
- Re-clad leak off area with improved material spec to avoid formation of Martensitic layer to significantly reduce or eradicate re-occurrence of cracking
- Re-establish correct spigot fit to other critical component areas.
- Re-instate casing and threaded holes to as new or better condition with full service capability.
Our proposed ReManufacture Plus solution was accepted by our client and the programme of work commenced to the shortest possible time frame.
REMANUFACTURE CONSULTANCY:
- Day 1 ~ During maintenance following a reducing bush failure a significant crack like indication was noted visually in the bore of the discharge casing.
- Day 1 ~ Station contact SpiralWeld® to consult on the recovery procedure, cost and time frame based on the information available at the time.
- Day 3 ~ SpiralWeld® Attend site to review the component failure and discuss recovery procedures.
- Day7 ~ Component arrives at SpiralWeld® Workshops.
- Day 7 ~ Commence inspection and excavation of the crack.
- Day 9 ~ Commence design of Weld procedures and consultation with Welding Institute.
- Day 23 ~ Weld procedures agreed by all parties.
REMANUFACTURE PROCESS:
- Day 28 ~ Extent of the crack fully excavated and the details of the SpiralWeld™ ReManufacture finalised and agreed.
- Day 29 ~ Welding of bore and spigots commences.
- Day 47 ~ Bore and spigot recovery complete to proof size. Commence post weld heat treatment.
- Day 52 ~ PWHT complete.
- Day 57 ~ Commence welding of austenitic overlays.
- Day 76 ~ Commence finish machining of all areas.
- Day 84 ~ Complete for dispatch.
TOTAL EFFORTS
- 12 weeks.
- 525 man hours.
- 135kg of weld consumables.
A successful outcome
A comparison of our ReManufacture Plus service to the likely timescale and cost for an OEM part shows that ReManufacture Plus cost around 50% of the cost of an OEM part (if available at all) and took less than 50% of the likely timescale for an OEM part.
Considering the significant risk of loss of production costs to our client, the difference in time alone could have cost many hundreds of thousands of pounds.
If you need further information on our services, please do not hesitate to contact us.