




The Challenge
The Main Cooling Water Pump (MCW) is a Nuclear Significant Safety System that provides primary cooling to the advanced gas reactor (AGR) Nuclear Power Station.
These MCW pump shafts are designed for vertical operation and sit below sea level to maintain a positive suction head in all tidal conditions and as such the impeller end of the MCW pump shaft is permenantly submereged in sea water.
The pump electric driving Motors are positioned above maximum sea level to ensure that cooling water is delivered to the reactor even in the event of flooding.
Solving the Problem
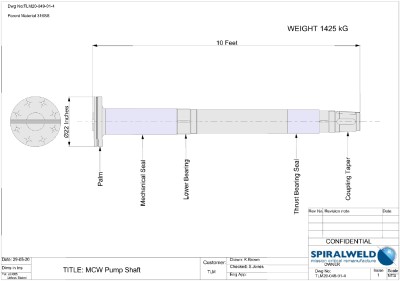
The challenges with these Main Cooling Water Pump Shaft is the extent of wear at the bearing journals, mechanical seals, impeller attachment palms and coupling tapers.
During a station outage in 2016, SpiralWeld™ were approached by a major UK pump manufacturer to ReManufacture a Main Cooling Water Pump for a UK AGR Nuclear Power Station.
Further challenges were faced due to the extent of Microbial Infestation Corrosion in the mechanical seal landings, MIC is a common phenomenon in seawater applications with these 316 austenitic stainless steel components. (see our MIC case study here)
The time constraints for Remanufacture were extremely tight to meet with the power station outage dates and return for service as this station has no spare shaft. A new shaft would have a significant forging delivery cycle and cost therefore SpiralWeld™ ReManufacture is a cost effective and cycle advantage solution. Saving +95% of original parent material and utilising dry machining techniques results in minimal wastage and resource consumption.
These shafts are up-sett 316 stainless steel or carbon steel forgings, 22” diameter at the impeller attachment palm end, 11½” diameter on the main shaft and just short of 10’ long with large taper and keyway details that needed engineering design consideration to effect SpiralWeld™ ReManufacture.
A Successful Outcome
SpiralWeld™ have been a Critical Component ReManufacture and ReManufacture+ supplier to the UK’s Fleet of Nuclear Power Stations for 30 years and have previously recovered critical components for other parts of the reactor cooling circuit like 26T gas Circulator rotor.
The repair scope was agreed with the customer following detailed incoming inspection, detailing dimensional variance to standards, and investigating the extent of the MIC. All recovery areas were prepared for welding including the plating of key ways where required, pre-machined and NDT’ed prior to welding.
All of the SpiralWeld™ ReManufacture procedures for the recovery of these components are qualified to an international standard and approved by the end customers structural integrity engineers.
Final machining and NDT inspection to confirm weld integrity was performed to return the follwing critical areas to standard:
- Palm end OD including impeller fit O-Ring groove
- Mechanical seal location (MIC recovery)
- Lower bearing area and abutment face
- Thrust bearing bottom seal
- Coupling taper
SpiralWeld Ltd have subsequently Remanufactured a further 4off of these nuclear critical components, saving the customer and end user significant outlay and continue to support the circular economy in our resource efficient ReManufacture and ReManufacture+ process.
If you need further information on our services, please do not hesitate to contact us.